久久精品国产精品|办公室疯狂做欲爱|欧美性A片又硬又大又粗|亚洲裸男自慰gv网站|在教室伦流澡到高潮H免费视频|狠狠干狠狠爱
<sup id="f2vto"></sup>
深圳市常興技術(shù)股份有限公司
首頁(yè)
關(guān)于我們
公司介紹
領(lǐng)導(dǎo)致辭
企業(yè)文化
資質(zhì)榮譽(yù)
發(fā)展歷程
人才招聘
產(chǎn)品中心
新聞資訊
在線預(yù)訂
聯(lián)系我們
EN
中文
中文
中文
EN
快速搜索
Fast Search
模糊搜索
產(chǎn)品分類
光學(xué)元器件加工領(lǐng)域
視窗玻璃加工領(lǐng)域
磁性材料加工領(lǐng)域
高新行業(yè)加工領(lǐng)域
晶體加工領(lǐng)域
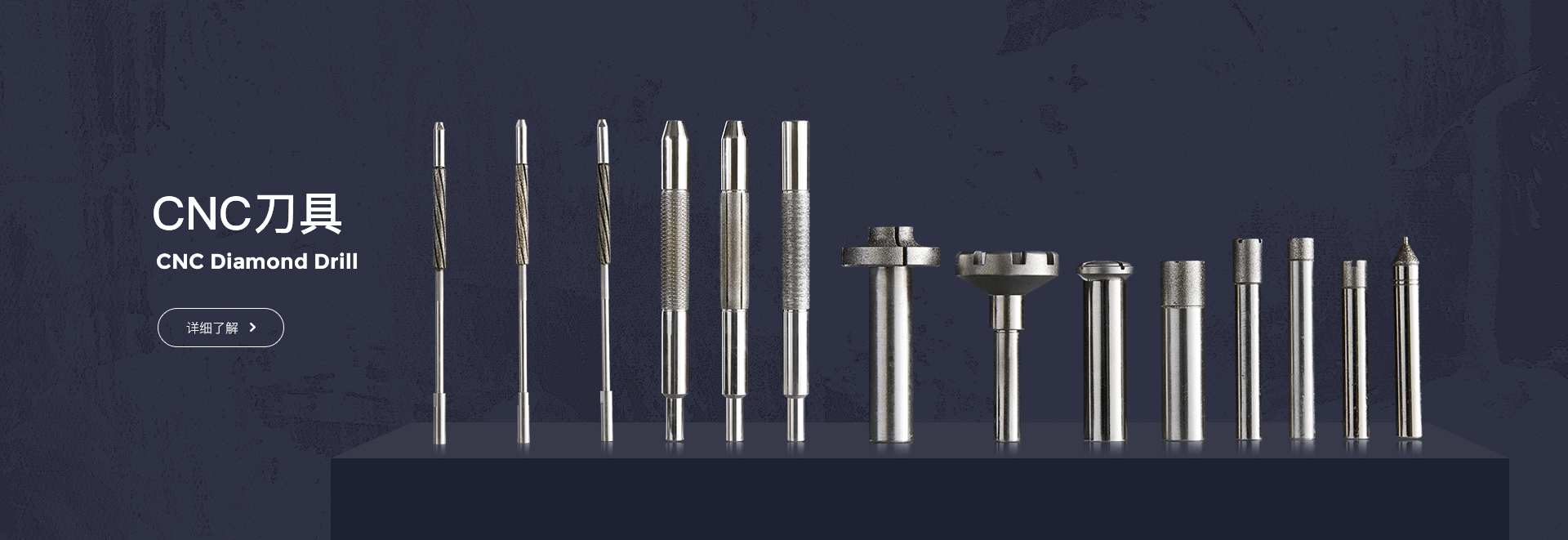
刀具加工領(lǐng)域
推薦產(chǎn)品
Recommended Products
+
所有產(chǎn)品
高新02玻璃加工專用砂輪
晶體01異形砂輪
晶體02滾圓砂輪
刀具01刀具專用金剛石結(jié)合劑砂輪
光學(xué)01芯取砥石
光學(xué)02銑磨輪
視窗01組合刀具
磁鐵01雙工位磁瓦成型砂輪1-1
CX5010G
磁鐵01雙工位磁瓦成型砂輪1-2
ABOUT US
關(guān)于我們
秉承二十年成功發(fā)展的經(jīng)驗(yàn), 憑借其優(yōu)質(zhì)的產(chǎn)品, 卓著的信譽(yù), 強(qiáng)大的開發(fā)能力已經(jīng)成長(zhǎng)為中國(guó)最為優(yōu)秀的金剛石磨具供應(yīng)商之一, 并進(jìn)一步確立了其在光學(xué)產(chǎn)品這一領(lǐng)域中龍頭供應(yīng)商的地位。
詳細(xì)了解
十余項(xiàng)國(guó)家發(fā)明專利
MORE THAN TEN NATIONAL INVENTION PATENTS
中國(guó)高新技術(shù)企業(yè)
CHINA'S HIGH-TECH ENTERPRISES
NEWS CENTENT
新聞資訊
公司新聞
行業(yè)動(dòng)態(tài)
展會(huì)資訊
員工征文
粽香端午 · 祝福安康——常興公司成功舉辦端午趣味主題活動(dòng)
趣味互動(dòng)顯溫情,團(tuán)隊(duì)協(xié)作增默契,5月30日下午公司成功舉辦了一場(chǎng)充滿活力、協(xié)作、歡樂(lè)的趣味活動(dòng)。活動(dòng)現(xiàn)場(chǎng)歡聲笑語(yǔ)不斷,此次活動(dòng)不但是...
詳細(xì) >>
2025-05-30
拔河賽場(chǎng)展英姿,同心協(xié)力共奮進(jìn)
弘揚(yáng)勞動(dòng)精神、凝聚團(tuán)隊(duì)之力、激發(fā)奮斗熱情,4月30日下午,在“五一”國(guó)際勞動(dòng)節(jié)來(lái)臨之際,常興公司舉辦了職工拔河比賽。賽前,公司副總張...
詳細(xì) >>
2025-04-30
常興公司2025年慶典晚會(huì)
在辭舊迎新的美好時(shí)刻,常興公司全體員工歡聚一堂,于1月12日成功舉辦了以“凝心聚力、筑夢(mèng)前行”為主題的年會(huì)。此次年會(huì)不僅是對(duì)過(guò)去一年...
詳細(xì) >>
2025-01-15
熱烈歡迎蘇書記一行蒞臨我司參觀指導(dǎo)
10月31日下午,黃江鎮(zhèn)委書記蘇書記一行蒞臨我司參觀指導(dǎo)。公司總經(jīng)理羅偉強(qiáng)對(duì)蘇書記一行的到來(lái)表示熱烈歡迎,并在公司會(huì)議室舉行了熱情洋溢...
詳細(xì) >>
2024-11-01
凝心聚力促發(fā)展,筑夢(mèng)前行譜新篇——常興公司召開2025年度經(jīng)營(yíng)管理動(dòng)員大會(huì)
2月17日,常興公司隆重召開了2025年度經(jīng)營(yíng)管理動(dòng)員大會(huì)。此次大會(huì)旨在全面總結(jié)2024年的經(jīng)營(yíng)成果,明確2025年的發(fā)展目標(biāo),并動(dòng)員全體員工以...
詳細(xì) >>
2025-02-18
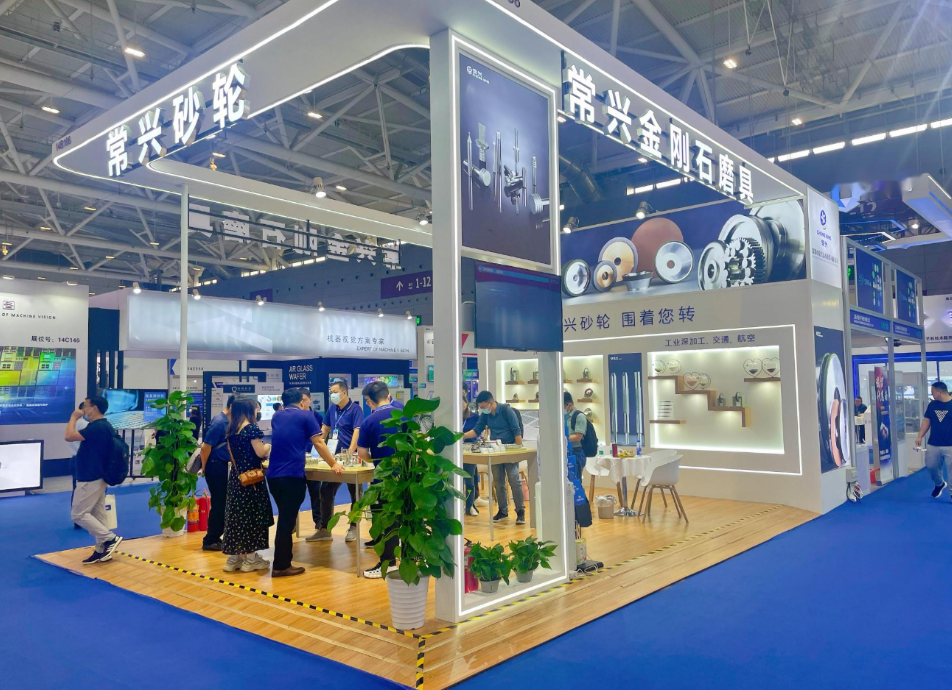
深圳常興重磅登場(chǎng)第24屆中國(guó)國(guó)際光電博覽會(huì)
2023年9月6 - 8日,第24屆中國(guó)國(guó)際光電博覽會(huì)在深圳國(guó)際會(huì)展中心(寶安新館)舉辦,深圳市常興技術(shù)股份有限公司如期參加展會(huì)。產(chǎn)品展示涵...
詳細(xì) >>
2023-09-07
因?yàn)閳F(tuán)結(jié),所以出眾!
在這里我們共同為了美好的未來(lái)一起拼搏,一起奮斗。是的,同樣的拼搏與團(tuán)結(jié)在運(yùn)動(dòng)場(chǎng)上一樣表現(xiàn)的淋漓盡致。6月21日下午,為豐富活躍職工文...
詳細(xì) >>
2023-06-21
深圳常興如邀參展2023年深圳國(guó)際半導(dǎo)體展
深圳國(guó)際半導(dǎo)體展于2023年5月16日-18日在深圳國(guó)際會(huì)展中心(寶安新館)如期舉行!深圳市常興技術(shù)股份有限公司(展位號(hào)14B186)如邀參加展會(huì)...
詳細(xì) >>
2023-05-18
創(chuàng)先爭(zhēng)優(yōu),巾幗不讓須眉;攜手奮斗,共建美好常興
女神節(jié)快樂(lè)-----致敬在崗位上奮斗的女性同胞們!(International Women's Day)3月8日喜迎女神節(jié)為表達(dá)公司對(duì)女性同胞的特別關(guān)愛(ài)公司...
詳細(xì) >>
2023-03-08
超硬磨具-高精度、高效率的首選加工工具
詳細(xì) >>
2023-02-09
立春 | 春暖花開奔你而來(lái)
詳細(xì) >>
2023-02-04
【新春慰問(wèn)】春節(jié)走訪送溫暖
帶著濃濃的關(guān)懷之情,捎著新春的祝福問(wèn)候,在2023年春節(jié)來(lái)臨之際,在公司董事長(zhǎng)常二霞女士、羅偉強(qiáng)總經(jīng)理的關(guān)愛(ài)下,常興公司走訪慰問(wèn)了20多...
詳細(xì) >>
2023-01-08
志存高遠(yuǎn) 問(wèn)鼎超硬
常興制造有利于世界進(jìn)步的超硬工具
詳細(xì) >>
2022-12-30
常興公司“抖音”官方賬號(hào)正式開通上線!
歡迎各位伙伴關(guān)注公司抖音官方賬號(hào),關(guān)注我們的抖音作品,并與我們積極互動(dòng)。同時(shí),也歡迎長(zhǎng)期以來(lái)關(guān)心和支持常興公司的顧客朋友們繼續(xù)關(guān)注我們的產(chǎn)品,我們?cè)诙兑羝脚_(tái)等著您。
詳細(xì) >>
2022-12-07
常興榮獲金剛石磨頭行業(yè)十大品牌榜
2022年9月,常興公司參與評(píng)選金剛石磨頭行業(yè)品牌榜,此次參與評(píng)選的企業(yè)都是來(lái)自全國(guó)實(shí)力雄厚的金剛石領(lǐng)域企業(yè),經(jīng)歷層層評(píng)選...
詳細(xì) >>
2022-10-28
常興公司精益生產(chǎn)階段總結(jié)會(huì)
8月2日,常興公司精益生產(chǎn)階段總結(jié)會(huì)在公司會(huì)議室召開。公司副總常建莊、公司副總趙文欽出席會(huì)議。會(huì)議由精益推進(jìn)辦主任陳潔主持。會(huì)...
詳細(xì) >>
2022-08-03
常興技校第八期管理體系骨干培訓(xùn)班
為深入推進(jìn)公司管理體系的運(yùn)行,進(jìn)一步提高全員對(duì)體系的認(rèn)知和了解,7月1日下午,開展了常興技校第八期管理體系骨干培訓(xùn)班,共21名學(xué)...
詳細(xì) >>
2022-07-04
常興公司慶“七一”田徑接力賽
6月30日下午,常興公司舉辦了慶“七一”田徑接力賽,比賽分兩個(gè)項(xiàng)目進(jìn)行,分別是100米短跑、4x100米接力賽,共95名員工參加了此次比...
詳細(xì) >>
2022-07-01
深圳市常興技術(shù)股份黨支部換屆圓滿成功
深圳市常興技術(shù)股份黨支部換屆選舉會(huì)議,于2022年6月23日下午3時(shí)在常興公司黨員活動(dòng)室召開。
詳細(xì) >>
2022-06-23
常興技校第六期 | 精益生產(chǎn)骨干培訓(xùn)班開班
為扎實(shí)推進(jìn)公司精細(xì)化管理、規(guī)范化建設(shè),根據(jù)羅偉強(qiáng)總經(jīng)理的指示和安排,2022年度在公司重啟、發(fā)動(dòng)和強(qiáng)力推進(jìn)精益生產(chǎn)工作,務(wù)使該項(xiàng)工作有序開展、健康推進(jìn)、扎實(shí)有效。3月30日下午,以文化宣傳部主導(dǎo)開辦的常興技校第六期《精益生產(chǎn)骨干培訓(xùn)班》正式開班了,共有35名學(xué)員參與此次培訓(xùn)。
詳細(xì) >>
2022-03-30
2023第24屆中國(guó)國(guó)際光電博覽會(huì)
2023年9月6 - 8日,第24屆中國(guó)國(guó)際光電博覽會(huì)在深圳國(guó)際會(huì)展中心(寶安新館)舉辦,深圳市常興技術(shù)股份有限公司如期參加展會(huì)。產(chǎn)品展示涵...
詳細(xì) >>
2023-09-07
2020年第22屆中國(guó)國(guó)際光電博覽會(huì)
中國(guó)國(guó)際光電博覽會(huì)(中國(guó)光博會(huì),CIOE)于1999年創(chuàng)辦于深圳,是全球最大規(guī)模的光電專業(yè)展覽,國(guó)際展覽聯(lián)盟(UFI)成員。
詳細(xì) >>
2020-09-24
2018深圳全面屏制造技術(shù)暨應(yīng)用展覽會(huì)
2018深圳全面屏制造技術(shù)暨應(yīng)用展覽會(huì)于8月22日在深圳國(guó)際會(huì)展中心開幕。深圳常興攜全新產(chǎn)品,頂尖技術(shù),強(qiáng)勢(shì)亮相。
詳細(xì) >>
2018-08-31